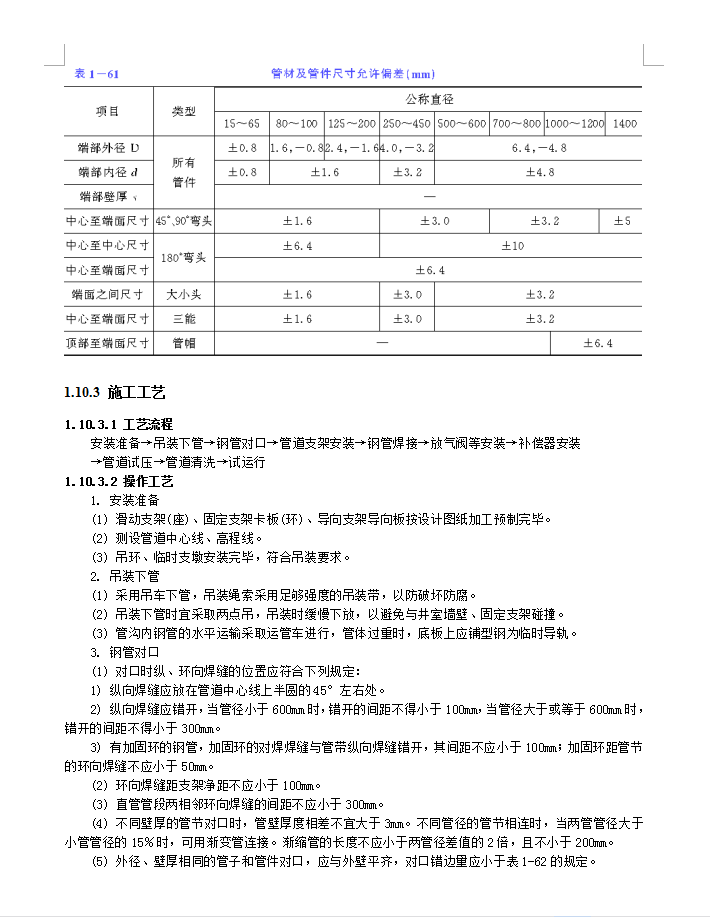
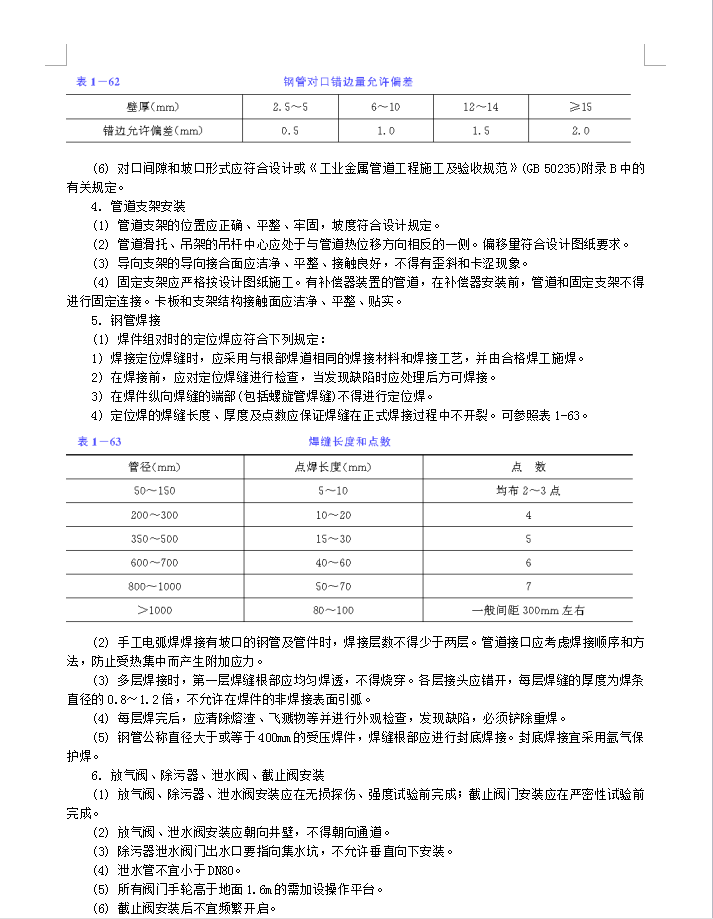
䓹܌���:(1) ���ڕr�v�������h(hu��n)�p��λ�Ñ�(y��ng)��������Ҏ(gu��)����1) �v�p��(y��ng)���ڹܵ����ľ��ϰ�A��45������̎��2) �v�p��(y��ng)�e�_���������(d��ng)��С��600mm�r���e�_���g���С��100mm��������(d��ng)�����ڻ����600mm�r���e�_���g���С��300mm���3) �мӹ̭h(hu��n)��䓹ܣ��ӹ̭h(hu��n)�Č������p�c���v�p�e�_����������g���(y��ng)С��100mm�����ӹ̭h(hu��n)��ܹ�(ji��)�ĭh(hu��n)�p����(y��ng)С��50mm����(2) �h(hu��n)�p��֧�܃����(y��ng)С��100mm����(3) ֱ�ܹܶ������h(hu��n)�p���g���(y��ng)С��300mm������(4) ��ͬ�ں�Ĺܹ�(ji��)���ڕr���ܱں�����˴���3mm�������ͬ���Ĺܹ�(ji��)���B�r������(d��ng)�ɹܹ�����С�ܹ���15���r�������Ýu׃���B������u�s�ܵ��L�Ȳ���(y��ng)С�ڃɹ���ֵ��2�����Ҳ�С��200mm���


 RAR
RAR