1 �m�÷���
����(bi��o)��(zh��n)�m���ڽ���늚ⰲ�b����0.6/1KV���µ��҃�(n��i)������ϩ�^������(li��n)������ϩ�^�������|�K���^���������b��
2 ʩ����(zh��n)��
2.1����
2.1.1��Ҫ���ϣ���|�K���^�ס���s�����Ӿ����ӡ���\�ݽz�������(f��)��֬����a�~�������Ȳ�������s�ܑ�(y��ng)���S���G���t���{(l��n)������ɫ�����ò���Ҫ����늉��ȼ�(j��)���O(sh��)Ӌ(j��)Ҫ�������г��S�ϸ��C��
2.1.2�ؾ�������a�~�����������慢Ҋ����(c��)����(li��n)����ϩ�^����|��s�K���^������ˇ��(bi��o)��(zh��n)��(��205)�ı�4.1.3��
2.1.3
2.2�C(j��)���O(sh��)��
2.2.1�ք�(d��ng)�C(j��)�ߣ��䏡���������S���ݽz����늹�����늹��Q�����~�Q��
2.2.2늄�(d��ng)���ߣ�Һ���Q��늄�(d��ng)���ք�(d��ng)�ͣ���
2.2.3�y(c��)ԇ���ߣ�䓾��ߡ�1000V�ךW�����f�ñ���
2.2.4�������ߣ�����������F��
2.3���I(y��)�l��
2.3.1늚��O(sh��)�䰲�b�ꮅ����|�^������(y��ng)�ɳ�����|�������C���ˆT�M(j��n)�С�
2.3.2�F(xi��n)��(ch��ng)��(y��ng)�坍������������������������|�^�r(sh��)����(y��ng)�ښ�����õėl�����M(j��n)�������з��ꡢ���m��ʩ��
2.3.3��|���O(sh��)�������ꮅ���ˌ�(du��)�o�`��
2.4���g(sh��)��(zh��n)��
2.4.1ʩ�����������ꮅ����(j��ng)������
2.4.2����������M(j��n)�а�ȫ�����g(sh��)������
3 ������ˇ
3.1��ˇ����

3.2������ˇ
3.2.1��(zh��n)�乤������(zh��n)����Ϻ��ߣ��ˌ�(du��)��|��̖(h��o)��Ҏ(gu��)�����z����|�Ƿ��ܳ���
3.2.2��|�^���u�y(c��)����1000V�ךW������(du��)�͉���|�M(j��n)�н^���u�y(c��)���^����葪(y��ng)����10MΩ���粻����Ҫ�����z����|�Ƿ��ܓp���ܳ����u�y(c��)�ꮅ��(y��ng)��о���քe��(du��)�ط����
3.2.3�����z��������
3.2.3.1�^���ϸ��������(j��)��|�c�O(sh��)���B�ӵľ��w�ߴ����_�������L(zh��ng)�����������o(h��)����
3.2.3.2����|�z�b䓎��������ڵ�һ����������3��5mm̎���һ�h(hu��n)���������Ȟ�䓎���ȵ�2/3�������?f��)��?/div>
3.2.3.3���ݽz����䏺ۼ��̎��䓎����������Q�ӌ�䓎�˺�����������S��䓎�ë��ȥ����ʹ��⻬��
3.2.3.4���ؾ��ĺ��Ӳ�λ����S̎�����Ԃ亸����
3.2.3.5�ڴ�䓎����ӵ�ͬ�r(sh��)�����ӵؾ�һ�˿��ڿ�������
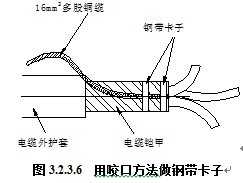
3.2.3.6������|����䓎������ӣ����ӌ��Ȟ�䓎�����1/2������ҧ�ڵķ��������Ӵ�������횴�ɵ�����ֹ䓎����_���ɵ����ӵ��g����15mm��Ҋ�D3.2.3.6��Ҳ�ɲ����~�z�p�@�ķ�ʽ�̶��ӵؾ���
3.2.4�ӵؾ����ӣ��ӵؾ�������a�~������������e��(y��ng)����4.1.1��Ҏ(gu��)�����L(zh��ng)�ȸ���(j��)��(sh��)�H��Ҫ���������ӵؾ������ڃɌ�䓎��������ӑ�(y��ng)�ι̣�����(y��ng)��̓���F(xi��n)����
3.2.5����|��֧���ף�������z��¾�о�������g϶��Ȼ���x���c��|Ҏ(gu��)������̖(h��o)���m��(y��ng)�ğ�s��֧���������뾀о����������ӟ�ʹ�����տs��
3.2.6���ӽӾ�����
3.2.6.1��ȡ�Ӿ����ӿ����5mm���鄃���L(zh��ng)������?n��i)���|о���^�������Ӿ����Ӄ�(n��i)�ں�о��������øɃ�����ȥ�����Ӻ��͝n������о����Ϳ�������(f��)��֬��
3.2.6.2��о������Ӿ����Ӄ�(n��i)���{(di��o)��(ji��)�Ӿ����ӿķ����mλ�ã��É����Q���o�Ӿ����������ӑ�(y��ng)�ڃɵ�������
3.2.7�̶���s��
3.2.7.1������z��M�Ӿ����Ӹ�����¶���g϶�͉�����
3.2.7.2����s��������|��о���c�Ӿ����ӵ��B�Ӳ�λ���Ç������S��ӟᣬʹ��s�ܾ����տs�����o���^���ӟ��տs�r(sh��)����(y��ng)�a(ch��n)���ް����ѿp��
3.2.8�B���O(sh��)�䣺���������ýK���^����|���̶����A(y��)�����õ���|�^֧���ϣ�����о�����_������(j��)�Ӿ����ӵ���̖(h��o)�x����˨������|�Ӿ����Ӊ������O(sh��)������ע�⑪(y��ng)ʹ��˨�������ϻ�ă�(n��i)�����ƽ�|�͏��ɉ|��(y��ng)���b�Rȫ��
4�|(zh��)����(bi��o)��(zh��n)
4.1�����(xi��ng)Ŀ
4.1.1�z�b�����|�^�Ľӵؾ���(y��ng)������a�~������������e��Ҋ����(c��)����(li��n)����ϩ�^����|��s�K���^������ˇ��(bi��o)��(zh��n)��(��205)��Ҏ(gu��)����
4.1.2�͉���|�����g�;���(du��)�صĽ^�����ֵ��횴���10MΩ��
4.1.3늾�����|�Ӿ���횜�(zh��n)�_����(li��n)�\(y��n)��늾�����|����̖(h��o)��Ҏ(gu��)�����L(zh��ng)������λ��(y��ng)һ����
4.2һ���(xi��ng)Ŀ
��|�K���^�̶��ι���о���c�Ӿ����Ӊ����ι����Ӿ������c�O(sh��)����˨�B�Ӿo�����������_���^��������(y��n)����
5��Ʒ���o(h��)
5.0.1��|�^�����ꮅ������(y��ng)�����c�O(sh��)���B�ӣ����Áy�����Է��p����
5.0.2����|�^�����M(j��n)���������I(y��)�r(sh��)����(y��ng)ע�⌢��|�^���o(h��)������ֹ����|�^���Ļ���
6��(y��ng)ע����|(zh��)�����}
6.0.1���Ӳ�λ̎��r(sh��)����䓎��S���²�������ʹ������F����С��500W������ؾ����Ӳ�����
6.0.2�Ӿ������cо�����������ף����ӕr(sh��)ģ���cо����(y��ng)Ҏ(gu��)��һ�������Ӕ�(sh��)������С��2����������|о���c�Ӿ����Ӊ��Ӳ��o�̡�
6.0.3��늹�����Ƥ�r(sh��)�����������^����|�^����Ƥ����ȫ���������|Ƥ��(y��ng)˺������ֹ�p����|о����
6.0.4 ��|о��䏔�ǰ��(y��ng)���óߴ�����о�����{(di��o)�Q����?y��n)�������ֹ��|о���^�L(zh��ng)���^����
6.0.5����|䓎��Ϻ��ӵؾ��r(sh��)������F�ضȑ�(y��ng)�m����ע�ⲻҪ����|�^���ӠC����
7�|(zh��)��ӛ�
7.0.1���ϳ��S�ϸ��C��
7.0.2��������(g��u)����M(j��n)��(ch��ng)�z�(y��n)ӛ䛡�
7.0.3�O(sh��)Ӌ(j��)׃��������Ǣ��ӛ���
7.0.4늚�^�����y(c��)ԇӛ���
7.0.5��|�^�������Ӿ��;�·�^���y(c��)ԇ�z�(y��n)���|(zh��)���(y��n)��ӛ���
8��ȫ���h(hu��n)����ʩ
��Ҋ����(c��)����(li��n)����ϩ�^����|��s�K���^������ˇ��(bi��o)��(zh��n)��(��205)�����P(gu��n)��(n��i)����