1 ����
����ˇ��(bi��o)��(zh��n)�m���ڹ��I(y��)�c���ý����F(xi��n)��䓽�������Y(ji��)��(g��u)��ֱ��14�� 40mm�Ģ�(j��)�Q���б�Aб��4��1������(n��i)��䓽���B����
2 ʩ����(zh��n)��
2.1 ���ϼ���Ҫ�C(j��)�ߣ�
2.1.1 䓽䓽�ļ�(j��)�e��ֱ����횷����O(sh��)Ӌ(j��)Ҫ�����г��S(ch��ng)�C����(sh��)����(f��)ԇ��(b��o)��Ρ��M(j��n)��䓽�߀��(y��ng)�л��W(xu��)��(f��)ԇ�����仯�W(xu��)�ɷ֑�(y��ng)�M(m��n)�㺸��Ҫ��������(y��ng)�пɺ���ԇ�(y��n)��
2.1.2 ������
2.2.2.1 ���������ܑ�(y��ng)����GB5293̼������ú�����Ҏ(gu��)����������̖(h��o)��HJ401,���õĞ��۟����i�߹�ͷ����������i�߹�ͷ�������
2.1.2.2 ������(y��ng)����ڸ���Ď�(k��)��?j��)?n��i)����ֹ�ܳ������ܳ���ʹ��ǰ횽�(j��ng)250��300��決2h��
2.1.2.3 ʹ���л��յĺ�������(y��ng)��ȥ�������s�����(y��ng)�c�º�����Ͼ����ʹ����
2.1.2.4 ������(y��ng)�г��S(ch��ng)�ϸ��C��
2.1.3 ��Ҫ�C(j��)�ߣ�
2.1.3.1 �ֹ�����������O(sh��)������������Դ�������������ӊA���������ȡ�
2.1.3.2 �Ԅ�(d��ng)����������O(sh��)�䣨��(y��ng)��(y��u)�Ȳ��ã������������Դ���������������������әC(j��)�^����
2.1.3.3 �����Դ��䓽�����������˲��ôμ�(j��)���d늉��^�ߣ�TSV���ϡ��Ľ�����ֱ�������Դ����һ��32mmֱ�������µ�䓽�ӕr(sh��)���ɲ���������600A�ĺ����Դ�� 32mmֱ�������ϵ�䓽�ӕr(sh��)����(y��ng)����������1000A�ĺ����Դ������(d��ng)���C(j��)�����^С�r(sh��)��Ҳ���Բ����^С������ͬ��̖(h��o)��ͬ���ܵă��_(t��i)���C(j��)��(li��n)ʹ����
2.2 ���I(y��)�l��
2.2.1 ������횳�����Ч�ĺ�����ԇ�ϸ��C��
2.2.2 �O(sh��)�䑪(y��ng)����Ҫ�������ӊA�ߑ�(y��ng)�����Ą�������������S���d��(y��ng)�Ƅ�(d��ng)�`�����������㡣������ֱ���c����䓽�ֱ�����m��(y��ng)�������ں����^(gu��)���П��ġ�늉������r(sh��)�g�@ʾ����(y��ng)����Rȫ���Ա�����ߜ�(zh��n)�_���ո��(xi��ng)���Ӆ���(sh��)��
2.2.3 �Դ��(y��ng)����Ҫ������(d��ng)�Դ늉��½�����5%���t�����M(j��n)�к��ӡ�
2.2.4 ���I(y��)��(ch��ng)�ؑ�(y��ng)�а�ȫ���o(h��)��ʩ���ƶ��͈�(zh��)�а�ȫ���g(sh��)��ʩ���ӏ�(qi��ng)�����Ąڄ�(d��ng)���o(h��)����ֹ�l(f��)���������|������(z��i)����ը�Լ����ęC(j��)�����¹���
2.2.5 ע����^λ����ע��ͬһ�^(q��)��(n��i)�н��^䓽������e�İٷֱȣ������ϡ��������Y(ji��)��(g��u)����ʩ�����(y��n)��Ҏ(gu��)�������P(gu��n)�l���Ҏ(gu��)���r(sh��)��Ҫ�{(di��o)�����^λ�ú����ʩ����
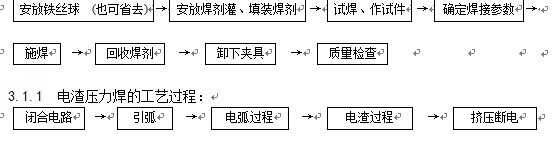
3 ������ˇ
3.2 �z���O(sh��)�����Դ���_���S�r(sh��)̎��������B(t��i)����(y��n)����ؓ(f��)�ɹ�����
3.3 䓽���^�Ƃ䣺
䓽�b֮ǰ�����Ӳ�λ��늘O�Q�ڽ��|�ģ�150mm�^(q��)��(n��i)��䓽�����ϵ��P�������ۡ��s�������(y��ng)����Ƀ���䓽�˶����Џ�����Ť������(y��ng)���ԳCֱ���г������������N���Cֱ��
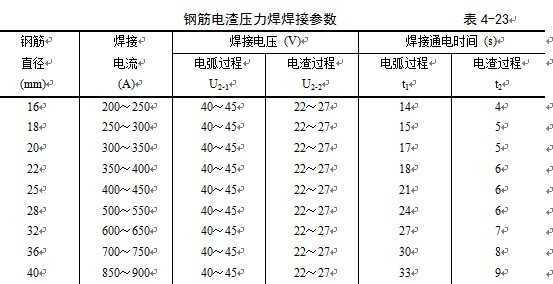
3.4 �x�Ӆ���(sh��)��
䓽�����������ĺ��Ӆ���(sh��)��Ҫ�������������������늉��ͺ���ͨ늕r(sh��)�g����Ҋ(ji��n)��4-23��
��ֱͬ��䓽�ӕr(sh��)�����^Сֱ��䓽��x��(sh��)������ͨ늕r(sh��)�g���L(zh��ng)�s10%��
3.5 ���b���ӊA�ߺ�䓽�A�ߵ����Q�ڑ�(y��ng)�A�o����䓽�˲����m��(d��ng)λ����һ��� 1/2�����߶�ƫ��5��10mm���Դ_������̎�ĺ������������������
��䓽����A���Q�ں����{(di��o)��(zh��n)��(d��ng)�A�^����ʼ�c(di��n)��ʹ����䓽�ĺ��Ӳ�λλ��ͬ�S��B(t��i)
���ɊA�o䓽���
䓽�һ��(j��ng)�A�o����(y��n)���΄�(d��ng)����������䓽��e(cu��)λ�͊A��׃�Ρ�
3.6 ���������õ��F�z��Ҳ��ʡȥ�������ź����������b������
3.7 ԇ������ԇ�����_�����Ӆ���(sh��)������ʽ�M(j��n)��䓽����������֮ǰ����횰����x��ĺ��Ӆ���(sh��)�M(j��n)��ԇ������ԇ����ԇ���Ա�_�������ĺ��Ӆ���(sh��)���ϸ����������ʽ���a(ch��n)����(d��ng)���ð��Ԅ�(d��ng)���Ԅ�(d��ng)���ƺ����O(sh��)��r(sh��)����(y��ng)���մ_���ą���(sh��)�O(sh��)�����O(sh��)��ĸ��(xi��ng)���Ɣ�(sh��)��(j��)���Դ_�����ӽ��^�|(zh��)���ɿ���
3.8 ʩ������Ҫ�c(di��n)��
3.8.1 �]�ϻ�·��������ͨ�^(gu��)�ٿv�U��ٿv���ϵ��_(k��i)�P(gu��n)���Ⱥ��ͨ���C(j��)�ĺ��������·���Դ��ݔ���·����䓽����֮�g��ȼ늻����_(k��i)ʼ������
3.8.2 늻��^(gu��)�̣���ȼ늻�������(y��ng)����늉�ֵ�����߲ٿv�Uʹ����䓽����֮�g����һ�����g�����M(j��n)��늻��^(gu��)�̵��ӕr(sh��)��ʹ���������ۻ����γɱ�Ҫ��ȵ����ء�
3.8.3 ����^(gu��)�̣��S����u����䓽���ʹ��䓽�˶�����������늻�Ϩ�����M(j��n)������^(gu��)�̵��ӕr(sh��)��ʹ䓽�ȫ��������ۻ���
3.8.4 �D����늣�����^(gu��)�̽Y(ji��)����Ѹ��������䓽ʹ������c��䓽��������|���ß��ų��������ۻ�������ͬ�r(sh��)�Дຸ���Դ��
3.8.5 ���^��������(y��ng)ͣЪ20��30s���ں���^(q��)ʩ���r(sh��)��ͣЪ�r(sh��)�g��(y��ng)�m��(d��ng)���L(zh��ng)�����ſɻ��պ�����ж�º��ӊA�ߡ�
3.9 �|(zh��)���z�飺��䓽�����������ĺ������a(ch��n)����������(y��ng)�J(r��n)���M(j��n)���ԙz�����l(f��)�F(xi��n)ƫ�������ۡ�������������M(m��n)�Ⱥ���ȱ������(y��ng)�г����^�غ���������ԭ�������r(sh��)�������г����^�r(sh��)����(y��ng)�г���Ӱ푅^(q��)��䓽������x���p���ļs��1.1��䓽�ֱ�����L(zh��ng)�ȷ�����(n��i)�IJ��֑�(y��ng)�г���
4 �|(zh��)����(bi��o)��(zh��n)
4.1 ���C�(xi��ng)Ŀ��
4.1.1 䓽��Ʒ�N���|(zh��)������횷����O(sh��)Ӌ(j��)Ҫ������P(gu��n)��(bi��o)��(zh��n)��Ҏ(gu��)����
ע���M(j��n)��䓽����Ƚ�(j��ng)�^(gu��)���W(xu��)�ɷ֙z�(y��n)�ͺ���ԇ�(y��n)���������P(gu��n)Ҏ(gu��)���ɺ�����
�z�(y��n)�������z����S(ch��ng)�|(zh��)���C����(sh��)��ԇ�(y��n)��(b��o)�����
4.1.2 䓽��Ҏ(gu��)���ӽ��^��λ����ͬһ�^(q��)��(n��i)�н��^䓽���e�İٷֱ�����횷����O(sh��)Ӌ(j��)Ҫ���ʩ��Ҏ(gu��)����Ҏ(gu��)����
�z�(y��n)�������^�������z����
4.1.3 ������������^�����W(xu��)���ܙz�(y��n)��횺ϸ���
���W(xu��)���ܙz�(y��n)�r(sh��)����ÿ�����^���S�C(j��)��ȡ3��(g��)���^������ԇ�(y��n)��
4.1.3.1 ��һ�㘋(g��u)�����У���300��(g��)ͬ䓽(j��)�e���^����һ����
4.1.3.2 �ڬF(xi��n)��䓽���������ӽY(ji��)��(g��u)������ÿһ�njӻ�ʩ���^(q��)�ε�ͬ��(j��)�e䓽���^����һ��������300��(g��)���^������һ����
�z�(y��n)�������z�麸��ԇ��ԇ�(y��n)��(b��o)������
4.2 �����(xi��ng)Ŀ��䓽�������������^��(y��ng)����(g��)�M(j��n)�����^�z�����Y(ji��)����(y��ng)��������Ҫ��
4.2.1 �����^������ͻ���������ٸ߳�䓽����4mm��
4.2.2 늘O�c䓽���|̎���o(w��)���@�ğ���ȱ����
4.2.3 ���^̎�ď��۽Dz�����4°��
4.2.4 ���^̎���S��(xi��n)ƫ�Ƒ�(y��ng)�����^(gu��)0.l��䓽�ֱ����ͬ�r(sh��)������2mm��
���^�z�鲻�ϸ�Ľ��^��(y��ng)�г��غ������ȡ�a(b��)�ȴ�ʩ��
�z�(y��n)������Ŀ�y(c��)�����y(c��)��
5 ��Ʒ���o(h��)
���^��������(y��ng)ͣЪ20��30s�����ж�A����������^������
6 ��(y��ng)ע����|(zh��)����(w��n)�}
6.1 ��䓽�������������a(ch��n)������(y��ng)��ҕ����ȫ�^(gu��)���е��κ�һ��(g��)�h(hu��n)��(ji��)�����^��λ��(y��ng)�����Ƀ���䓽�b��(y��ng)����ͬ�����A�߾o������(y��n)���΄�(d��ng)�������^(gu��)��������ɿ���늻��^(gu��)�����ӕr(sh��)���������^(gu��)�̣��̶���(w��n)�����D���^(gu��)�̣������m��(d��ng)�������F(xi��n)�����F(xi��n)��(y��ng)���ձ�4-24����ԭ�������r(sh��)�����
6.2 �������������ؓ(f��)�ؗl�����M(j��n)��������(d��ng)�h(hu��n)���ضȵ���-20��r(sh��)���t�����M(j��n)��ʩ����
������ѩ�첻���M(j��n)��ʩ�������ʩ���r(sh��)����(y��ng)��ȡ��Ч���ڱδ�ʩ������δ��s�Ľ��^����(y��ng)����������ѩ��
7 �|(zh��)��ӛ�
����ˇ��(bi��o)��(zh��n)��(y��ng)�߂������|(zh��)��ӛ䛣�
7.1 䓽���S(ch��ng)�|(zh��)���C����(sh��)��ԇ�(y��n)��(b��o)�����
7.2 �����ϸ��C��
7.3 䓽�C(j��)е����(f��)ԇ��(b��o)����
7.4 �M(j��n)��䓽(y��ng)�л��W(xu��)�ɷ֙z�(y��n)��(b��o)��Ϳɺ���ԇ�(y��n)��(b��o)������(gu��)�a(ch��n)䓽��ڼӹ��^(gu��)���аl(f��)���������������ܲ����͙C(j��)е�������@������������(y��ng)�л��W(xu��)�ɷ֙z�(y��n)��(b��o)����
7.5 䓽���^������ԇ�(y��n)��(b��o)����

���g(sh��)ؓ(f��)؟(z��)�ˣ� �����ˣ� �ӽ��ˣ�