1 ����
����ˇ��(bi��o)��(zh��n)�m���ڹ��I(y��)�c���ý����F(xi��n)��䓽�������Y(ji��)��(g��u)��ֱ��20mm�����ϵğ�܈������䓽�ĬF(xi��n)��ˮƽ�B����
2 ʩ����(zh��n)��
2.1 ���ϼ���Ҫ�C(j��)�ߣ�
2.1.1 䓽䓽�ļ��e��ֱ����횷����O(sh��)Ӌ(j��)Ҫ�����г��S�C��������(f��)ԇ��(b��o)��Ρ��M(j��n)��䓽�߀��(y��ng)�л��W(xu��)��(f��)ԇ�����仯�W(xu��)�ɷ֑�(y��ng)�M�㺸��Ҫ��������(y��ng)�пɺ���ԇ�(y��n)��
2.1.2 ���l�����l����̖��(y��ng)�����O(sh��)Ӌ(j��)Ҏ(gu��)�������O(sh��)Ӌ(j��)�oҎ(gu��)���r(sh��)����(y��ng)���ϱ�4-17��Ҫ�������l�|(zh��)����(y��ng)��������Ҫ��

ע����������̎�������
2.1.2.1 ˎƤ��(y��ng)�o�ѿp����ס�����ƽ��ȱ�ݣ������������ۿ��ó���ƫ�Ķ���
2.1.2.2 �����^���У�늻���(y��ng)ȼ����(w��n)����ˎƤ�ۻ��������o�ɉKÓ��F(xi��n)����
2.1.2.3 ���l��횸���(j��)���l�f������Ҫ���ɺ����ʹ����
2.1.2.4 ���l����г��S�ϸ��C��
2.1.3 ��Ҫ�C(j��)��
2.1.3.1 �����Դ�������Դ�ɲ����Ј��ϵĶ��ͮa(ch��n)Ʒ����������С��(y��ng)�ܫ@��300A��������d늉���(y��ng)��75V�����ϡ�
2.1.3.2 U���~ģ��U���~ģ�����~ģ����λ֧�����̾o�b�ýM�ɵČ���ģ����U���~���������~�剺�ƻ��~���ӹ�������Ҳ����늽��~���T��(j��ng)���S�ӹ����ɡ��~ģ��С��(y��ng)�c����䓽�ֱ�����m��(y��ng)��һ�N�~ģֻ����������ăɷNֱ��䓽�ӡ��~ģ��(y��ng)����һ���ĺ�Ⱥ��w�e��
2.1.3.3 �����C(j��)�ߣ�������|��늺��Q���������|����䓽zˢ���o�X䏵ȡ�
2.2 ���I(y��)�l����
2.2.1 ������횳�����Ч�Ŀ�ԇ�ϸ��C��
2.2.2 ���^λ�Ñ�(y��ng)����Ҏ(gu��)����
2.2.3 �Դ��(y��ng)����Ҫ��
2.2.4 ���I(y��)���ؑ�(y��ng)�а�ȫ���o(h��)�O(sh��)ʩ���Լ�����ͱ�Ҫ��ͨ�L(f��ng)��ʩ����ֹ�l(f��)���������|����ж������(z��i)���¹���
2.2.5 ��Ϥ�D�������ü��g(sh��)���ס�
3 ������ˇ
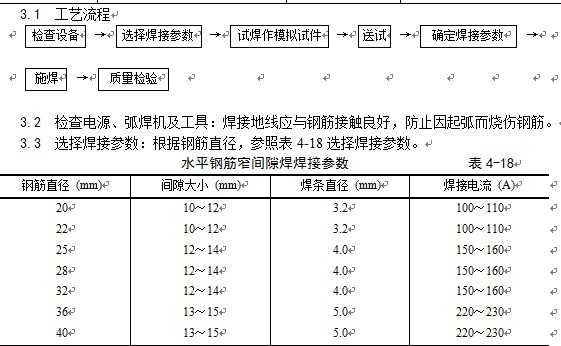
3.4 ԇ������ģ�Mԇ������ÿ��䓽���ʽ����ǰ����(y��ng)����3��(g��)ģ�Mԇ��������ԇ�(y��n)����(j��ng)ԇ�(y��n)�ϸ�������ɰ�Ҏ(gu��)���ĺ��Ӆ���(sh��)�������a(ch��n)��
3.5 ʩ������Ҫ�c(di��n)��
3.5.l 䓽���摪(y��ng)�^ƽ����������S����ֱ��䓽(y��ng)�ßo�X䏻�≺�����õ��Д��C(j��)�и���䓽����λ���F�P�����ۼ�ˮ��������Ƀ���
3.5.2 䓽��þo���b�ù̶��ι����~ģ�ɂ�(c��)�S�đ�(y��ng)һ�����Է�ֹ���^���F(xi��n)�S��ƫ�ƻ���ȱ����
3.5.3 䓽�խ�g϶���ӕr(sh��)����ˇ�^�����£���һ�������l�����g϶�ײ�һ��(c��)��䓽������ȼ늻����������䓽�����¿ں�ʹ�۳ؽ��ٳ��^1/2���g϶��������늻������g϶�ײ���һ��(c��)�Ķ������؏�(f��)������ʩ����(d��ng)������Ҫ�r(sh��)��߀Ҫ����ʩ�������r(sh��)ʹ�۳ؽ����B��һ�w����ɴ���p�ĺ������ڶ��������l���g϶������ǰ���\(y��n)�����B�m(x��)ʩ����ʹ�۷������u����g϶��4/5�߶���������������4/5�ĺ��p��������p��u�U(ku��)������Ҫ�r(sh��)����
�B�m(x��)������m(x��)���������^�ᡣ���p��߲��˳��^3mm���ґ�(y��ng)ƽ���^����䓽������
3.5.4 ��ȥ�~ģ������(j��)��؛Q����ģ�r(sh��)�g���ļ�����3min��ɲ�ģ�����ڞ�5min���ģ��10������߀Ҫ���w�����FƤ�w���r�ް屣�ء��^���ģ��(hu��)ʹ���pʧȥ���������^׃�ࡣ
3.6 �|(zh��)���z�飺�ں������a(ch��n)�к�����(y��ng)�J(r��n)������(g��)���^�M(j��n)���ԙz����l(f��)�F(xi��n)�|(zh��)��ȱ������(y��ng)����ԭ�r(sh��)���������ϸ��֟o���a(b��)�ȵĽ��^����(y��ng)�г���Ӱ푅^(q��)���غ���
4 �|(zh��)����(bi��o)��(zh��n)
4.1 ���C�(xi��ng)Ŀ��
4.1.1 䓽��Ʒ�N���|(zh��)�������l����̖�����ܣ���횷����O(sh��)Ӌ(j��)Ҫ������P(gu��n)��(bi��o)��(zh��n)��Ҏ(gu��)����
ע���M(j��n)��䓽����Ƚ�(j��ng)�^���W(xu��)�ɷ֙z�(y��n)�ͺ���ԇ�(y��n)���������P(gu��n)Ҏ(gu��)���ɺ�����
�z�(y��n)�������z����S�C������ԇ�(y��n)��(b��o)�����
4.1.2 䓽��Ҏ(gu��)���ӽ��^��λ����ͬһ�^(q��)��(n��i)�н��^䓽���e�İٷֱ�����횷����O(sh��)Ӌ(j��)Ҫ���ʩ��Ҏ(gu��)����Ҏ(gu��)����
�z�(y��n)�������^�������z����
4.1.3 խ�g϶�����^�����W(xu��)���ܙz�(y��n)��횺ϸ�
���W(xu��)���ܙz�(y��n)�r(sh��)����ÿ�����^���S�C(j��)��ȡ3��(g��)���^������ԇ�(y��n)������(j��)������Ҫ��Ҳ����ȡ3��(g��)���^������ԇ�(y��n)��
�ڹ��S���ӗl��������300��(g��)ͬ���^��ʽ��ͬ䓽�e�Ľ��^��һ����
�ڬF(xi��n)�����b�l������ÿһ�����nj�����300��(g��)ͬ���^��ʽ��ͬ䓽�e�Ľ��^����һ��������300��(g��)�r(sh��)��������һ����
�z�(y��n)�������z�麸��ԇ��ԇ�(y��n)��(b��o)�����
4.2 �����(xi��ng)Ŀ��ˮƽ䓽�խ�g϶�����^��(y��ng)����(g��)�M(j��n)�����^�z�����Y(ji��)����(y��ng)��������Ҫ��
4.2.1 ���^̎���p��(y��ng)M���������Ѽy����������ȴ���0.5mm��ҧ߅��
4.2.2 ���^̎���S��ƫ�Ʋ��ó��^0.1��䓽�ֱ����ͬ�r(sh��)������2mm��
4.2.3 ���^̎�ď��۲�����4°��
4.2.4 ���^�ĺ��p��ߞ�2��3mm��
4.2.5 ���p����A���Ĕ�(sh��)���ʹ�С��ȫ�����p�����ϲ����^2��(g��)��6mm2��
���^�z�鲻�ϸ�Ľ��^����(j��ng)�������a(b��)��(qi��ng)����ύ�����(y��n)�������и��ֲ����a(b��)�ȵĽ��^����(y��ng)�г���Ӱ푅^(q��)���غ���
�z�(y��n)������Ŀ�y�����y��
5 ��Ʒ���o(h��)
ע�⌦�ѽ����õ�䓽�Ǽܵı��o(h��)�����y�ȁy������ճ��������ʩ���в��y�ĹǼܑ�(y��ng)�J(r��n)���ޏ�(f��)�����C䓽�Ǽ��и�䓽�λ�����_��
6 ��(y��ng)ע����|(zh��)�����}
6.1 ��(y��ng)��ȡ�M���̵ܶ�늻�ʩ��������a(ch��n)�����ȱ����
6.2 ��������Ĵ�С�����p��ֱ��Ӱ푣����ƫ���(hu��)ʹ���p�^��a(ch��n)�����ԽM�������ƫС��(hu��)�a(ch��n)��������A����δ����ȱ�ݡ���ʩ���r(sh��)Ҫ�x����m������������������(w��n)����
6.3 ���l���|(zh��)����Ӱ푺ܴ�����(y��ng)���úϸ�ĺ��l�����Ӣ�����䓽���õĺ��l�ٵ͚��͉A�Ժ��l����ǰ�����l�谴�f������Ҫ��決�������ڱ���Ͳ�Ђ��á�����Ͳ���빤�غ�ӵ�늺��C(j��)��������Ͳ��(n��i)�ضȞ�150����늺��l��(y��ng)��1��ȡ1������׃��ĺ��l���ٺ�һ���������ɺ決��3�Ρ�
6.4 ������ѩ��ʹ��F�첻���S¶�캸����
6.5 �ڭh(hu��n)���ضȵ���-5��ėl�����M(j��n)�к��ӕr(sh��)����䓽�͜غ������͜غ��ӕr(sh��)�����������(y��ng)�Ԟ�������
7 �|(zh��)��ӛ�
����ˇ��(bi��o)��(zh��n)��(y��ng)�߂������|(zh��)��ӛ䛣�
7.1 䓽���S�|(zh��)���C������ԇ�(y��n)��(b��o)�����
7.2 䓽�C(j��)е����ԇ�(y��n)��(b��o)����
7.3 �M(j��n)��䓽(y��ng)�л��W(xu��)�ɷ֙z�(y��n)��(b��o)��Ϳɺ���ԇ�(y��n)��(b��o)�������a(ch��n)䓽��ڼӹ��^���аl(f��)���������������ܲ����͙C(j��)е�����@��������������(y��ng)�л��W(xu��)�ɷ֙z�(y��n)��(b��o)����
7.4 䓽���^����ԇ�(y��n)��(b��o)�档
7.5 ���l���S�ϸ��C��
���g(sh��)ؓ(f��)؟(z��)�ˣ� �����ˣ� �ӽ��ˣ�